以下是:16Mn珩磨管的产品参数
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
16Mn珩磨管,黑龙江省牡丹江市安达液压机械有限公司专业从事16Mn珩磨管,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到牡丹江,以下是16Mn珩磨管的详细页面。 黑龙江省,牡丹江市 牡丹江市地处中国东北地区,位于东北亚经济圈中心地带上,与俄罗斯边境线长211公里。牡丹江是“中蒙俄经济走廊”、龙江丝路带的重要战略支点,中国对俄沿边开放的桥头堡和枢纽站。牡丹江属温带季风气候,素有“塞外江南”、“鱼米之乡”的美誉。
一分钟的时间,对于了解我们的16Mn珩磨管产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:16Mn珩磨管的图文介绍

牡丹江安达液压机械有限公司集设计、生产、销售为一体的专注【珩磨管生产厂家】厂家。我厂所经营多种不同款式、不同结构、不同工艺、不同风格的高、中、低档【珩磨管生产厂家】产品。
我们始终坚持以人为本,恪守质量为金,同建雄绩伟业,共创新高的经营方针,诚实守信,厚德载物,追求言行一致,为用户提供更多增值服务,将【珩磨管生产厂家】产品打造成家喻户晓的知名品牌。展望未来,信心百倍,追求高远。我厂将以更踊跃的态度,更新、更好的【珩磨管生产厂家】产品,更优异的服务,迎接挑战,推陈出新,与广大客户携手并进,共创辉煌!


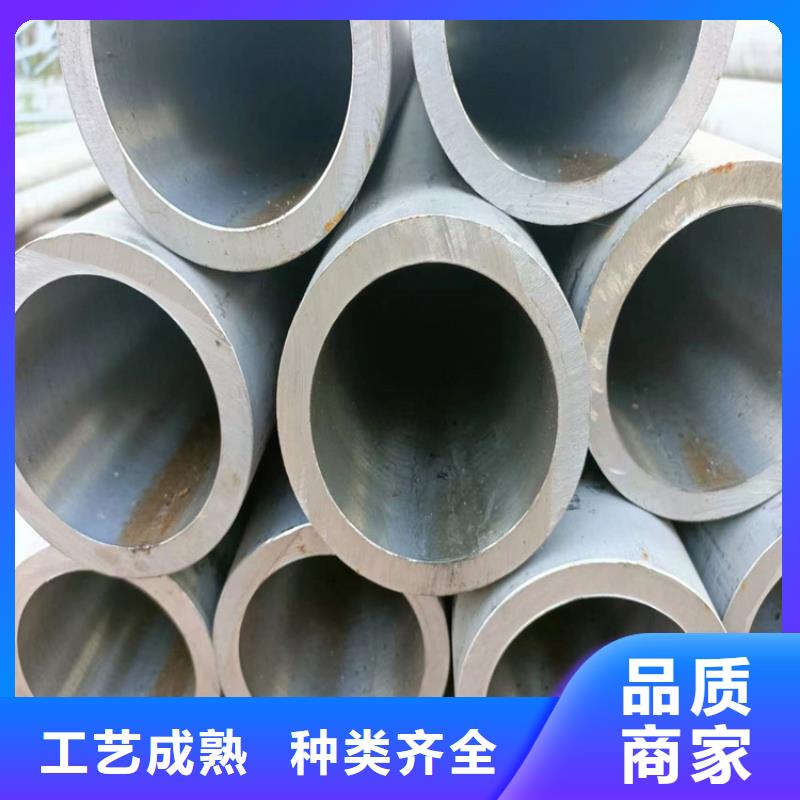
珩磨管油缸管绗磨管在标准中为DIN2391-1 。液压钢管的原材料经过精拔、无氧化光亮热处理(NBK状态)、无损检测、钢管内孔经过高压冲洗、酸洗,钢管内外壁用防锈油防锈处理、两端封盖用作防尘处理。 生产出来钢管具有精密度高、光洁度好,钢管内外壁无氧化层,钢管可以承受液体流通过的高压,且钢管冷弯不变形,可扩口、压扁无裂痕。机械性能可以在任何一个角度下弯曲不变形。主要用作液压系统油路中配制钢管,也叫液压系统中的硬配管,汽车用精密钢管,规格一般为外径(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。长度为定尺6米(订做除外),交货状态为NBK(正火)、GBK(退火)、BKS(去应力退火)。采用主要材料为ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可满足对钢管要求精密度高、光洁度高、抗拉强度、机械性能高的客户。滚压管



珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管


珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管



在黑龙江省牡丹江市采购16Mn珩磨管请认准黑龙江省牡丹江市安达液压机械有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首)。
![[牡丹江]安达液压机械有限公司名片](http://ypmimg.89394.com/UploadImg/3256/new_card.jpg "[牡丹江]安达液压机械有限公司名片")